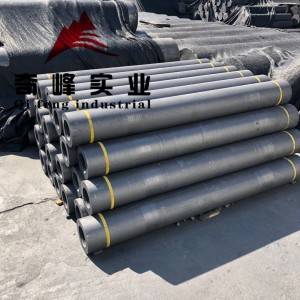
Болот куюу өндүрүшүндө EAF эритүү/LF тазалоодо колдонулган UHP графит электроддору



Кыскача маалыматтар:
Келип чыккан жериХэбэй, Кытай (материк)
Бренддин аталышы: Чейрек финал
Түрү: Электрод блогу
КолдонмоБолот жасоо/болот эритүү
Узундугу: 1600~2800мм
Баалоо: HP
Каршылык көрсөтүү (мкОм.м): <6.2
Көрүнгөн тыгыздык (г/см2)³ ): >1.67
Термикалык кеңейүү (100-600)℃) x 10-6/℃: <2.0
Ийилүүнүн күчү (МПа): >10.5
КҮЛ: макс. 0,3%
Эмчектин түрү: 3TPI/4TPI/4TPIL
Чийки зат: Ийне мунай кока-кола
Артыкчылык: Төмөн керектөө көрсөткүчү
ТүсКара боз
Диаметри: 300 мм, 400 мм, 450 мм, 500 мм, 600 мм, 650 мм, 700 мм
Жеткирүү мүмкүнчүлүгү
Айына 3000 тонна/тонна
Таңгактоо жана жеткирүү
Таңгактоо чоо-жайы:
Стандарттуу жыгач паллеттер же кардардын талабына ылайык.
ПортТяньцзинь порту
Артыкчылык
(1) Графит электродунун артыкчылыктары - иштетүүнүн жеңилдиги, жогорку разряддуу механикалык тазалоо ылдамдыгы, графиттин жоголушу аз, ошондуктан кээ бир топко негизделген учкун машинасынын кардарлары жез электродунан баш тартып, графит электродунун ордуна колдонушкан. Мындан тышкары, электроддун айрым өзгөчө формаларын жезден жасоого болбойт, бирок графитке форма берүү оңой, ал эми жез электроду оор, чоң электроддорду иштетүүгө ылайыктуу эмес, бул факторлор кээ бир топко негизделген учкун машинасынын кардарларынын графит электродун колдонушуна алып келген.
(2) графит электродун иштетүү оңой жана иштетүү ылдамдыгы жез электродуна караганда алда канча тез. Мисалы, графит фрезерлөө процесси менен иштетилет, ал башка металлдарга караганда 2-3 эсе тез жана кошумча кол менен иштетүүнү талап кылбайт, ал эми жез электроду кол менен майдалоону талап кылат. Ошо сыяктуу эле, эгер сиз электродду жасоо үчүн жогорку ылдамдыктагы графит иштетүү борборун колдонсоңуз, ал тезирээк жана натыйжалуураак болот жана чаң көйгөйү болбойт. Бул процесстерде ылайыктуу катуулук шаймандарын жана графитти тандоо шаймандардын эскирүүсүн жана жез электродунун бузулушун азайта алат. Графит электроду менен жез электродунун фрезерлөө убактысын салыштырганда, графит электроду жез электродуна караганда 67% тезирээк. Жалпы шарттарда разряддык иштетүүдө графит электроду менен иштетүү убактысы жез электродуна караганда 58% тезирээк. Натыйжада, иштетүү убактысы бир топ кыскарат жана өндүрүш чыгымдары азаят.
(3) Графит электродунун дизайны салттуу жез электроддорунан айырмаланат. Көптөгөн штамп заводдорунда, адатта, жез электродун орой иштетүү жана жасалгалоо аспектилеринде ар кандай резервдик көлөм бар, ал эми графит электроду дээрлик бирдей резервдик көлөмдө колдонулат, бул CAD/CAM жана машиналык иштетүү убактысын кыскартат, ушул себептен улам гана калып көңдөйүнүн тактыгын бир топ жакшыртууга жетиштүү.