
Көмүртек материалын өндүрүү процесси катуу көзөмөлдөнгөн системалык инженерия болуп саналат, графит электродун, атайын көмүртек материалдарын, алюминий көмүртекти, жаңы жогорку класстагы көмүртек материалдарын өндүрүү чийки затты, жабдууларды, технологияны, төрт өндүрүш факторун башкарууну жана тиешелүү менчик технологияны колдонуудан ажырагыс.
Чийки заттар көмүртек материалдарынын негизги мүнөздөмөлөрүн аныктоочу негизги факторлор болуп саналат, ал эми чийки заттардын иштеши өндүрүлгөн көмүртек материалдарынын иштешин аныктайт. UHP жана HP графит электроддорун өндүрүү үчүн жогорку сапаттагы ийне кокс биринчи тандоо болуп саналат, ошондой эле жогорку сапаттагы байланыштыруучу асфальт, сиңирүүчү агент асфальт. Бирок жогорку сапаттагы чийки заттар, жабдуулардын, технологиянын, башкаруу факторлорунун жана тиешелүү менчик технологиянын жоктугу да жогорку сапаттагы UHP, HP графит электродун өндүрө албайт.
Бул макалада ийне кока-кола өндүрүүчүлөрү, электрод өндүрүүчүлөрү жана илимий-изилдөө институттары талкуулай турган жеке көз караштарды баяндоо максатында жогорку сапаттагы ийне кока-коласынын мүнөздөмөлөрүнө басым жасалат.
Кытайда ийне коксунун өнөр жайлык өндүрүшү чет элдик ишканаларга караганда кечирээк болгону менен, ал акыркы жылдары тездик менен өнүгүп, калыптана баштады. Жалпы өндүрүш көлөмү боюнча, ал негизинен ата мекендик көмүртек ишканалары тарабынан өндүрүлгөн UHP жана HP графит электроддоруна болгон ийне коксуна болгон суроо-талапты канааттандыра алат. Бирок, чет элдик ишканаларга салыштырмалуу ийне коксунун сапатында дагы эле белгилүү бир айырмачылык бар. Партиялык көрсөткүчтөрдүн өзгөрүшү чоң өлчөмдөгү UHP жана HP графит электродун өндүрүүдө жогорку сапаттагы ийне коксуна болгон суроо-талапка таасир этет, айрыкча, графит электродунун муундарын өндүрүүнү канааттандыра турган жогорку сапаттагы муун ийне коксу жок.
Чет элдик көмүртек ишканалары ири спецификациялуу UHP, HP графит электродун чыгарышат, көбүнчө негизги чийки зат катары жогорку сапаттагы мунай ийне коксунун биринчи тандоосу болуп саналат, жапон көмүртек ишканалары да чийки зат катары көмүр сериясындагы ийне коксун колдонушат, бирок графит электродун өндүрүүнүн төмөнкү φ 600 мм спецификациясы үчүн гана. Учурда Кытайдагы ийне кокс негизинен көмүр сериясындагы ийне кокс. Көмүртек ишканалары тарабынан жогорку сапаттагы ири масштабдуу UHP графит электродун өндүрүү көбүнчө импорттолгон мунай сериясындагы ийне коксуна, айрыкча импорттолгон жапондук Suishima мунай сериясындагы ийне коксуна жана чийки зат катары британдык HSP мунай сериясындагы ийне коксуна таянат.
Учурда ар кандай ишканалар тарабынан өндүрүлгөн ийне коксу, адатта, күлдүн курамы, чыныгы тыгыздык, күкүрттүн курамы, азоттун курамы, бөлүкчөлөрдүн өлчөмүнүн бөлүштүрүлүшү, жылуулук кеңейүү коэффициенти жана башкалар сыяктуу салттуу көрсөткүчтөр боюнча чет элдик ийне коксунун коммерциялык көрсөткүчтөрү менен салыштырылат. Бирок, чет өлкөлөргө салыштырмалуу ийне коксунун классификациясынын ар кандай класстары дагы эле жетишсиз. Ошондуктан, ийне коксун "бирдиктүү товарлар" үчүн да өндүрүү жогорку сапаттагы премиум ийне коксунун классын чагылдыра албайт.
Кадимки көрсөткүчтөрдү салыштыруудан тышкары, көмүртек ишканалары ийне коксунун мүнөздөмөлөрүнө да көңүл бурушу керек, мисалы, жылуулук кеңейүү коэффициентинин (ККК) классификациясы, бөлүкчөлөрдүн бекемдиги, анизотропия даражасы, ингибирленбеген абалдагы жана ингибирленген абалдагы кеңейүү маалыматтары жана кеңейүү менен жыйрылуу ортосундагы температура диапазону. Ийне коксунун бул жылуулук касиеттери графит электродун өндүрүү процессинде графиттештирүү процессин көзөмөлдөө үчүн абдан маанилүү болгондуктан, албетте, байланыштыруучу жана сиңирүүчү агент асфальтты күйгүзгөндөн кийин пайда болгон асфальт коксунун жылуулук касиеттеринин таасири жокко чыгарылбайт.
1. Ийне кокасынын анизотропиясын салыштыруу
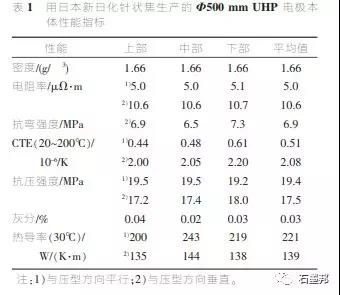
(A) Үлгү: үй шартындагы көмүртек заводунун φ 500 мм UHP электрод корпусу;
Чийки зат ийне кокс: Жапон жаңы химиялык LPC-U маркасы, катышы: 100% LPC-U маркасы; Анализ: SGL Грисхайм заводу; Натыйжалуулук көрсөткүчтөрү 1-таблицада көрсөтүлгөн.
(B) Үлгү: φ 450 мм аттын күчүндөгү жергиликтүү көмүртек заводунун электрод корпусу; Чийки зат ийне кокс: жергиликтүү заводдун май ийне кокс, катышы: 100%; Анализ: Шаньдун Базан көмүртек заводу; Натыйжалуулук көрсөткүчтөрү 2-таблицада көрсөтүлгөн.
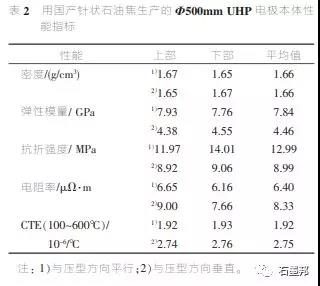
1-таблицаны жана 2-таблицаны салыштыруудан көрүнүп тургандай, жаңы күнүмдүк химиялык көмүр өлчөөчү ийне коксунун lPC-U маркасындагы термикалык касиеттеринин анизотропиясы чоң, мында CTE анизотропиясы 3,61 ~ 4,55ке жетиши мүмкүн, ал эми каршылыктын анизотропиясы да чоң, 2,06 ~ 2,25ке жетет. Мындан тышкары, жергиликтүү мунай ийне коксунун ийилүүгө туруктуулугу жаңы күнүмдүк химиялык LPC-U маркасындагы көмүр өлчөөчү ийне коксуна караганда жакшыраак. Анизотропиянын мааниси жаңы күнүмдүк химиялык LPC-U көмүр өлчөөчү ийне коксуна караганда бир топ төмөн.
Өтө жогорку кубаттуулуктагы графит электродун өндүрүүнүн анизотроптук даражадагы көрсөткүчтөрүн талдоо ийне коксунун чийки затынын сапатын баалоо же баалоо маанилүү анализ ыкмасы эмес, анизотропиянын даражасынын өлчөмү, албетте, электрод өндүрүү процессине да белгилүү бир таасир этет, электр энергиясынын анизотропия даражасы өтө жогорку жылуулук шок көрсөткүчүнө караганда кичинекей электроддун орточо кубаттуулугунун анизотропия даражасына караганда жакшы.
Учурда Кытайда көмүр ийне коксун өндүрүү мунай ийне коксуна караганда алда канча көп. Көмүртек ишканаларынын чийки заттын баасы жана баасы жогору болгондуктан, UHP электродун өндүрүүдө 100% ата мекендик ийне коксун колдонуу кыйын, ошол эле учурда электрод өндүрүү үчүн белгилүү бир үлүшүндө кальцийленген мунай коксун жана графит порошогун кошуу кыйын. Ошондуктан, ата мекендик ийне коксунун анизотропиясын баалоо кыйын.
2. Ийне кокасынын сызыктуу жана көлөмдүк касиеттери
Ийне коксунун сызыктуу жана көлөмдүк өзгөрүү көрсөткүчү негизинен электрод тарабынан өндүрүлгөн графит процессинде чагылдырылат. Температуранын өзгөрүшү менен ийне кокс графит процессинин ысышы учурунда сызыктуу жана көлөмдүк кеңейүүгө жана кысылууга дуушар болот, бул графит процессинде электроддо куурулган даяр материалдын сызыктуу жана көлөмдүк өзгөрүүсүнө түздөн-түз таасир этет. Бул чийки кокстун ар кандай касиеттерин колдонууда, ийне коксунун ар кандай класстарынын өзгөрүшүндө бирдей эмес. Андан тышкары, ийне коксунун жана кальцийленген мунай коксунун ар кандай класстарынын сызыктуу жана көлөмдүк өзгөрүүлөрүнүн температуралык диапазону да ар башка. Чийки кокстун бул өзгөчөлүгүн өздөштүрүү менен гана графиттин химиялык ырааттуулугун жакшыраак көзөмөлдөп жана оптималдаштыра алабыз. Бул өзгөчө катар графиттештирүү процессинде айкын көрүнөт.
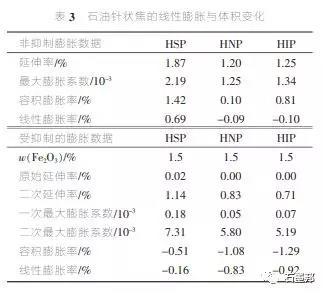
3-таблицада Улуу Британиядагы Conocophillips компаниясы тарабынан өндүрүлгөн мунай ийне коксунун үч сортунун сызыктуу жана көлөмдүк өзгөрүүлөрү жана температура диапазондору көрсөтүлгөн. Сызыктуу кеңейүү алгач мунай ийне коксу ысый баштаганда пайда болот, бирок сызыктуу жыйрылуу башындагы температура көбүнчө максималдуу күйүү температурасынан артта калат. 1525℃ден 1725℃ге чейин сызыктуу кеңейүү башталат жана бүтүндөй сызыктуу жыйрылуу температура диапазону тар, болгону 200℃. Кадимки кечиктирилген мунай коксунун бүтүндөй сызыктуу жыйрылуу температура диапазону ийне коксуна караганда алда канча чоң, ал эми көмүр ийне коксу экөөнүн ортосунда, мунай ийне коксуна караганда бир аз чоңураак. Япониядагы Осака өнөр жай технологиясы сыноо институтунун сыноо жыйынтыктары кокстун жылуулук көрсөткүчү канчалык начар болсо, сызыктын жыйрылуу температура диапазону ошончолук чоң экенин, сызыктын жыйрылуу температура диапазону 500 ~ 600℃ге чейин жетерин жана сызыктын жыйрылуу температурасынын башталышы төмөн экенин көрсөтүп турат, 1150 ~ 1200℃де сызыкча жыйрылуу башталат, бул дагы кадимки кечиктирилген мунай коксунун мүнөздөмөсү.
Ийне коксунун жылуулук касиеттери канчалык жакшы жана анизотропиясы канчалык чоң болсо, сызыктуу жыйрылуу температура диапазону ошончолук тар болот. Айрым жогорку сапаттагы мунай ийне коксунун сызыктуу жыйрылуу температура диапазону 100 ~ 150℃ гана. Көмүртек ишканалары үчүн ар кандай чийки зат коксунун сызыктуу кеңейүүсүнүн, жыйрылуусунун жана кайра кеңейүүсүнүн мүнөздөмөлөрүн түшүнгөндөн кийин графиттештирүү процессин өндүрүүнү жетектөө абдан пайдалуу, бул салттуу тажрыйба режимин колдонуудан келип чыккан кээ бир керексиз сапаттагы калдыктардан качууга мүмкүндүк берет.
3 корутунду
Чийки заттын ар кандай мүнөздөмөлөрүн өздөштүрүңүз, жабдууларды шайкеш келтирүүнүн акылга сыярлык вариантын тандаңыз, технологиянын жакшы айкалышын тандаңыз, ошондо ишкананы башкаруу илимий жана акылга сыярлык болот, бул сериядагы бүтүндөй процесстик система катуу көзөмөлдөнөт жана туруктуу, жогорку сапаттагы өтө жогорку кубаттуулуктагы, жогорку кубаттуулуктагы графит электродун өндүрүүгө негиз бар деп айтууга болот.
Жарыяланган убактысы: 2021-жылдын 30-декабры